
How to optimize workflow between cutting and punching phases?

If the punching and cutting steps don’t match speed or rhythm, you lose time, materials, and money.
To optimize workflow between cutting and punching, synchronize your machines1, streamline data flow2, and use automation tools such as timing relays3 and smart sensors4.
1: Streamlining the transition from cutting to punching in metal fabrication boosts productivity and reduces delays.
2: Strategic workflow planning ensures minimal downtime and smoother material handling.
3: Optimize machine settings for seamless operation between cutting and punching stages.
4: Integrate compatible systems to reduce manual intervention and material waste.
5: Efficient coordination between processes enhances output quality and overall fabrication efficiency.
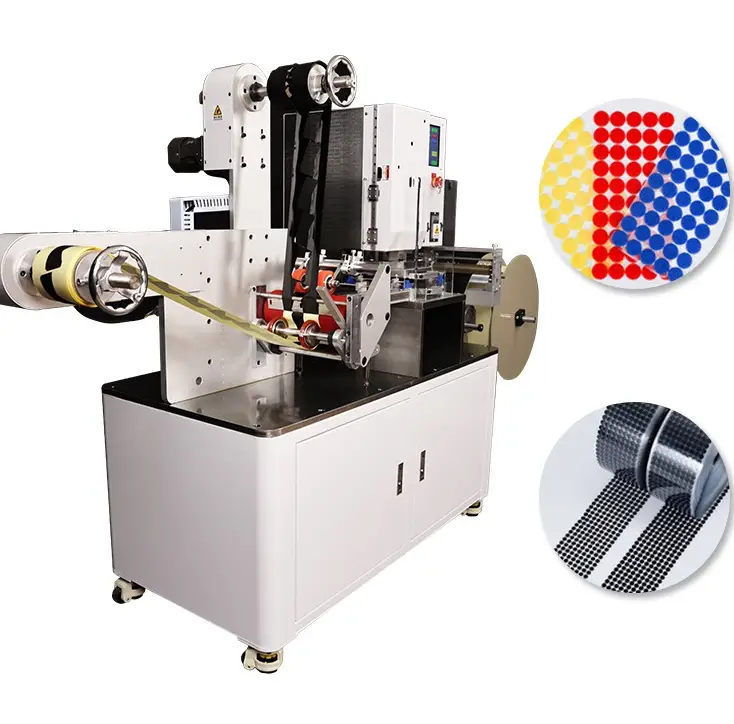
Cutting and punching are closely linked, especially in high-speed production lines. If the workflow is not smooth, delays and misalignments will break the process. In my factory at Suzhou Haoxinhe Electrical Equipment Co., Ltd., we faced this challenge when producing collar inserts for packaging. By adjusting the conveyor speed, timing sensors, and mechanical output coordination, we saved over 20% of cycle time.
Conveyor belt synchronization settings for 3-step collar production?

Desynchronization causes product jams, frequent stoppages, and missed punch holes — the worst nightmare in continuous manufacturing.
You need to align conveyor speed, sensor feedback, and punch timing to ensure smooth 3-step collar production. Adjust settings using programmable logic controllers (PLCs)5.
Why synchronization matters
In a 3-step collar production workflow — cutting → positioning → punching — timing is everything. If the conveyor belt moves too fast, the punching head will miss its mark. If it moves too slow, the system bottlenecks. For clients like Mark from Canada, whose company rebrands our machines and resells them, even a few seconds of delay can multiply into hours lost over a day. Worse, inconsistent product quality means more rejected units.
How we solve it
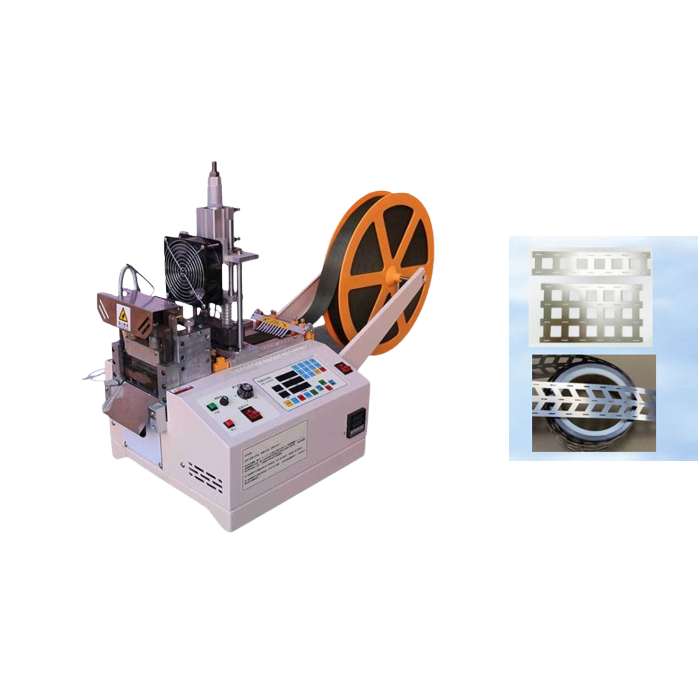
At Suzhou Haoxinhe Electrical Equipment Co., Ltd., we focus on digital synchronization. Our webbing tape cutting machines, automatic punching cutting machines, and rotary bevel cutting machines come equipped with PLCs and programmable relays. These allow fine-tuned control over every phase of the workflow. Here’s what a typical synchronization table looks like:
| Phase | Action | Machine Involved | Sync Tool Used |
|---|---|---|---|
| Step 1: Cutting | Cut to 10cm lengths | Hot and cold cutting machine | Encoder + PLC timer |
| Step 2: Transfer | Move to punch position | Conveyor system with feedback sensors | IR sensor + PID motor |
| Step 3: Punching | Two-hole punch on centerline | Automatic punching cutting machine | Proximity sensor |
Additional optimization tips
- Use delay relays to prevent premature transfer between steps.
- Install error detection systems to auto-stop the line on misfeeds.
- Match motor RPMs6 between conveyors and machines.
- Run simulations to detect delays during production dry runs.
These strategies are already integrated into many of our machines, like the PVC edge banding cutting machine and Protective Foam Cutting Machine, making them a perfect fit for high-demand production setups.
Conclusion

To optimize the cutting-punching workflow, align timing, automate where possible, and configure smart sensor systems.
Insights
From decades of optimizing assembly lines for leather and textile processing, I’ve found that the deadliest inefficiencies don’t happen at the machines—they happen between them. It’s the 2-second hesitation between cut and punch, the manual handoff, the misaligned strap that needs re-feeding.
One of the best upgrades I ever made was installing a unified PLC (programmable logic controller) across all three stages—cutting, punching, branding. This allowed precise handoff timing and eliminated manual delays. The result? A 40% reduction in cycle time without adding a single new machine.
If you’re using equipment from Suzhou Haoxinhe, most of their advanced models support I/O integration. Connect your cutter’s output to the puncher’s input trigger—then fine-tune with a 0.4–0.6 sec delay buffer. That alone will likely pay for itself in less than a month through increased output and lower labor costs.
And one more tip: standardize collar lengths7 into fixed units that match conveyor advance intervals. This eliminates alignment errors and simplifies programming logic across your entire production line.
Manufacturers like Mark need machines that save time and reduce defects. Suzhou Haoxinhe Electrical Equipment Co., Ltd. provides webbing tape cutting machines and automatic punching systems already engineered for smooth, synchronized workflows. Our high-tech designs integrate sensor feedback and programmable timing to help global clients like you run faster and smarter production lines.
Explore this resource to learn effective synchronization techniques that can enhance your production efficiency. ↩
Discover strategies to improve data flow, which is crucial for optimizing workflow and reducing delays. ↩
Understanding timing relays can help you implement automation tools that enhance synchronization in production. ↩
Learn how smart sensors can optimize your workflow and reduce material waste in production. ↩
Understanding PLCs can help you implement advanced automation in your production line for better efficiency. ↩
Learn the importance of matching motor RPMs to ensure smooth operation between cutting and punching. ↩
Discover how standardization can eliminate errors and simplify programming in your production line. ↩







{kind=link}
{kind=link}
{kind=link}
{kind=link}