Common troubleshooting for jammed materials in dog collar punching?

Jammed materials can halt production instantly and ruin batches of dog collars if not fixed fast.
Material jams are often caused by incorrect blade temperatures1, worn dies, or misaligned feeding systems—especially in machines working with PVC or thick webbing.
1: Material jams in dog collar punching machines typically stem from debris build-up or misalignment.
2: Resolve jams by thoroughly cleaning punch components and verifying correct material positioning.
3: Use treated or coated tools to reduce friction and prevent galling or chipping.
4: Routine maintenance—especially cleaning and lubrication2—is essential for smooth operation.
5: Preventative care extends tool life and maintains consistent product quality.
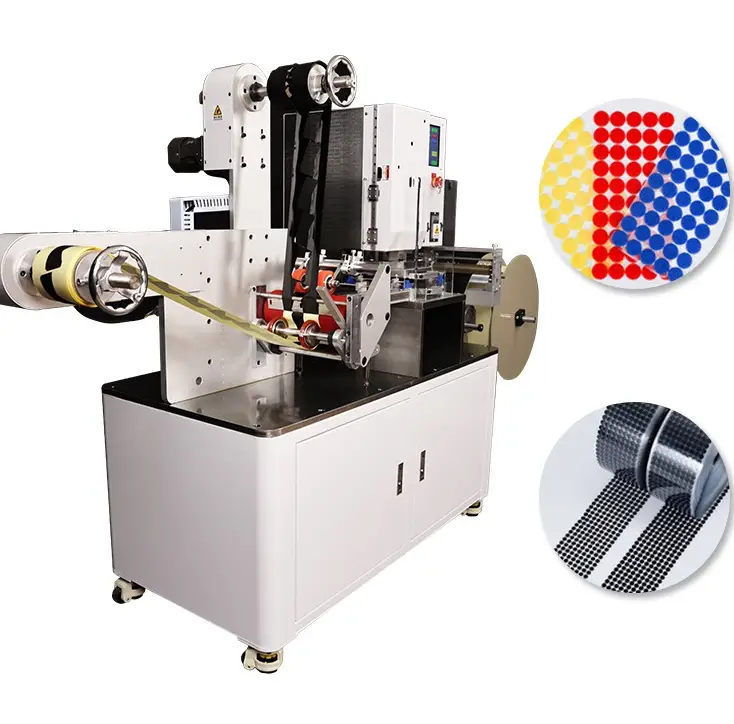
When I first upgraded to an automatic punching cutting machine from Suzhou Haoxinhe Electrical Equipment Co., Ltd., I didn’t think much about jams. But when they started happening weekly, I realized: prevention is a science.
Why does PVC webbing3 require different blade temperatures1 than polypropylene?

All plastics are not the same. If you use one blade temperature for all webbing types, you’re setting yourself up for jams, burrs, and melted edges.
PVC softens at a lower temperature than polypropylene, so it requires cooler blade settings to avoid sticking and smearing.
Blade temperature differences: A closer look
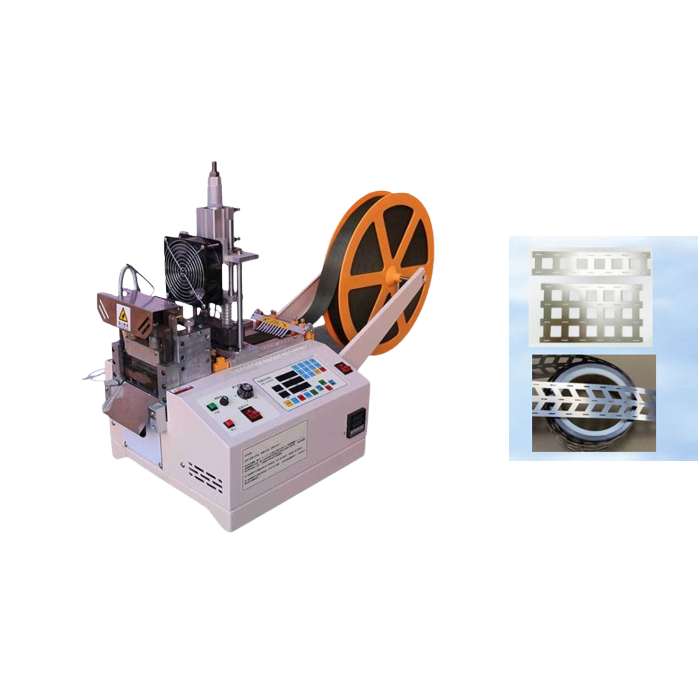
Let me explain what happened in my shop. I was running a batch of PVC edge banding on my hot and cold cutting machine. I had used a 260°C blade—perfect for polypropylene. But the PVC melted, smeared on the blade, and caused a jam within 20 minutes.
Once I adjusted to 180–200°C for PVC, the cuts were clean again.
Here’s a quick comparison table I built after months of testing:
| Material Type | Ideal Blade Temp | Common Issue if Wrong |
|---|---|---|
| PVC Webbing | 180–200°C | Sticking, edge smear |
| Polypropylene Tape | 240–270°C | Frayed or uncut edges |
| Nylon Webbing | 220–240°C | Burn marks or curling |
| Polyester Ribbon | 200–230°C | Warping or fuzzy cut |
Why PVC behaves differently
PVC has a lower glass transition temperature, which means it softens and becomes sticky faster. If the blade is too hot, it doesn’t just melt—it leaves behind residue. That residue builds up, increases friction, and causes jams.
This is especially important if you’re using:
- Protective Foam Cutting Machines
- PVC Edge Banding Cutting Machines
- Webbing Ribbon Cutting Machines
Machines from Suzhou Haoxinhe Electrical Equipment Co., Ltd. are powerful and precise—but they still need the right settings.
More ways to prevent jams
Besides adjusting temperature, I follow these daily checks:
🔧 Blade sharpness4
Dull blades don’t slice—they tear. I replace or sharpen every 3–5 days in heavy runs.
🔩 Material feed path
Misalignments are common with soft materials. I check the alignment before each shift.
🧴 Lubrication
Some materials benefit from a tiny amount of anti-stick spray on guides (especially in humid environments).
🧼 Cleaning routines
Residue from melted PVC can harden. I clean blades and feeding rollers after every shift.
If you’re processing batches with metal-reinforced webbing or multi-layered collars, consider a rotary bevel cutting machine5. It can handle tougher materials with less risk of jamming due to its rotational cutting motion.
Conclusion

Avoid jams by customizing blade temperatures1 to each material—especially PVC versus polypropylene—and maintaining sharp, clean, aligned components.
Insights
In my 20+ years of working with industrial webbing and leather machinery, blade temperature mismatches are the #1 root cause of recurring jams—especially when switching between synthetic materials like PVC, PP, or nylon without resetting parameters.
Most operators assume that "hot is better" for cutting. But in reality, PVC behaves more like rubber than plastic when overheated—it melts, smears, and leaves sticky residues that clog the feed path fast. We’ve seen entire production runs ruined because no one adjusted the blade from a previous polypropylene batch.
One proven strategy? Use color-coded job cards6 that specify blade temperature, feed rate, and material specs for each shift. It’s a simple, low-tech solution that drastically cuts setup errors—especially in multi-operator environments.
Also, don’t ignore feed rollers7. A slightly off-center roller or tensioning misalignment can catch soft PVC edges and spiral into a jam. Regular feed alignment checks and anti-static blade coatings have helped many of our clients reduce PVC-related jams by over 60%.
When scaling up, machine capability matters—but consistent parameter control is what keeps production running jam-free.
For smooth operation of webbing tape cutting machines, buyers from Suzhou Haoxinhe Electrical Equipment Co., Ltd. should monitor blade temperatures1 carefully based on material type. Using the wrong temperature is the leading cause of jams and edge quality issues in PVC and polypropylene processing.
Learn how to optimize blade temperatures for various materials to enhance cutting quality and prevent jams. ↩ ↩ ↩ ↩
Proper lubrication techniques can enhance machine performance and reduce wear and tear. ↩
Explore the unique characteristics of PVC webbing to ensure proper handling and cutting techniques. ↩
Discover the impact of blade sharpness on cutting efficiency and product quality. ↩
Learn how rotary bevel cutting machines can handle tougher materials and minimize jamming risks. ↩
Implementing color-coded job cards can streamline operations and reduce setup errors in multi-operator environments. ↩
Understanding the importance of feed rollers can help you maintain smooth operation and prevent jams. ↩







{kind=link}
{kind=link}
{kind=link}
{kind=link}