What cutting methods are best for high-tolerance gasket production?

I’ve seen projects fail because gasket cuts weren’t precise enough. Even 0.2 mm can make or break a seal.
The most accurate methods include die cutting, water jet, laser, and CNC knife cutting—each chosen based on material and tolerance needs.
For high-tolerance gasket production, waterjet cutting, laser cutting, and CNC cutting provide the precision and accuracy required to meet strict dimensional standards. These advanced methods ensure clean edges and consistent quality, making them ideal for applications demanding exact fit and performance.
This guide compares cutting methods and shows which are best for high-precision gasket fabrication.
How can material compression affect gasket cut dimensions and consistency?

Have you cut a gasket only to find it shrinks or deforms after release? I’ve dealt with this while cutting rubber and foam.
Compression during cutting can cause spring-back, leading to undersized or inconsistent parts—critical in sealing applications.
Let’s dive into why compression control is key for accurate gasket production.
What cutting methods are best for high-tolerance gasket production?

Some applications require gasket accuracy within ±0.1 mm. Not every method can deliver that reliably.
High-precision gasket cuts rely on clean, non-distorting methods—like CNC blades, water jet, and die cutting under calibrated pressure.
Dive deeper: compare cutting methods
1. Die cutting
- Uses a steel rule die to punch out shapes.
- Ideal for large volumes.
- Accuracy: ±0.2 mm.
- Best for rubber, cork, felt.
2. CNC oscillating knife
- Great for soft materials like foam or rubber.
- No thermal damage.
- Accuracy: ±0.1 mm.
- Flexible for many designs without hard tooling.
3. Water jet cutting
- Uses high-pressure water (sometimes with abrasives).
- No heat, no distortion.
- Works on metal, plastic, composites.
- Accuracy: ±0.05 mm.
4. Laser cutting
- Best for thin materials (PTFE, paper gaskets).
- Very precise but may cause edge burn in some polymers.
- Accuracy: ±0.1 mm.
5. Rotary die cutting
- High-speed process for thin gaskets on roll material.
- Lower upfront cost than flat dies.
- Accuracy: ±0.15 mm.
Comparison Table
| Method | Max Tolerance | Heat Effect | Material Suitability |
|---|---|---|---|
| Die cutting | ±0.2 mm | None | Rubber, cork, fiber |
| CNC knife | ±0.1 mm | None | Foam, rubber, gasket sheet |
| Water jet | ±0.05 mm | None | Metal, plastic, composite |
| Laser | ±0.1 mm | Moderate | Thin PTFE, paper, films |
| Rotary die | ±0.15 mm | None | Roll-fed thin sheets |
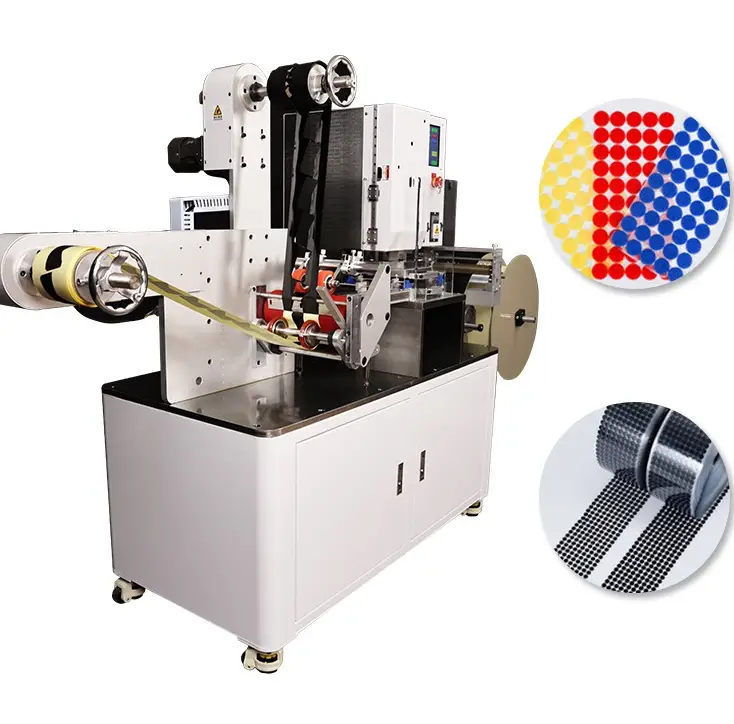
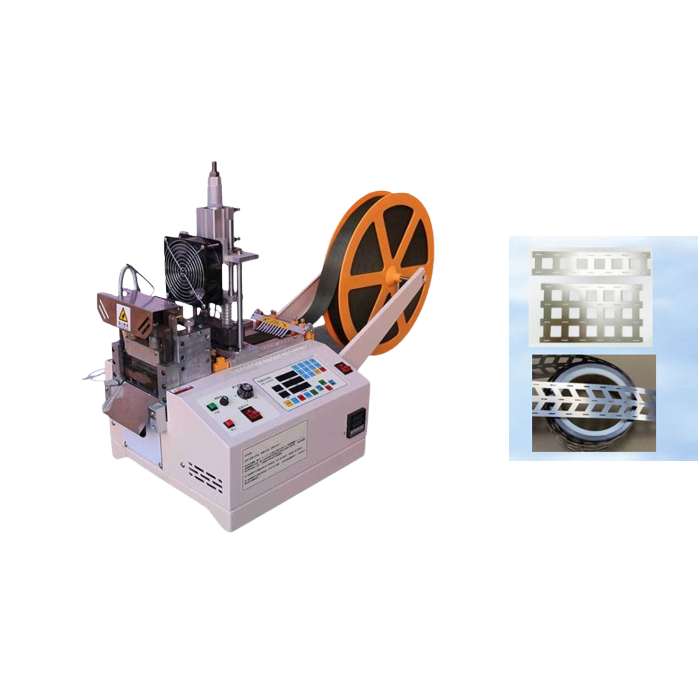
Example from HAOXINHE
Suzhou Haoxinhe’s Different Shapes Cutting Machine and Round Shape Cutting Machine are popular in gasket production. With servo-driven oscillating blades, clients achieve tight tolerances with minimal edge fray.
How can material compression affect gasket cut dimensions and consistency?

Gasket materials like rubber and foam compress during cutting. When released, they rebound unpredictably.
Compression changes shape after cutting—called spring-back—causing undersized gaskets or edge distortion.
Dive deeper: compression and accuracy
1. What causes compression issues?
- Clamping pressure: too much force deforms the material.
- Blade force: blunt tools squish instead of slicing.
- Feed rollers: over-tensioned rollers stretch the material.
2. Spring-back effect
- Material rebounds after blade releases.
- Results in cut size smaller than intended.
- Worse in soft, low-durometer rubber.
3. Variation across sheet
- Edge pieces may compress less than center.
- Leads to non-uniform part sizes.
4. Temperature impact
- Warm material compresses more.
- Cooler materials maintain better dimensional integrity.
Solutions for consistent results
- Use sharp, low-angle blades for clean slicing.
- Minimize downward pressure—let blade do the work.
- Use vacuum tables to stabilize without compression.
- Calibrate feed tension on rollers.
- Measure sample parts post-cut and adjust cutter size to offset spring-back.
Monitoring Tip
Always cut test parts before production batch. Measure actual vs. programmed dimensions. Adjust toolpath offset if compression loss >0.2 mm.
Table: Typical Compression Effects
| Material Type | Expected Spring-back | Suggested Cutting Method |
|---|---|---|
| EPDM Rubber (soft) | 0.3–0.5 mm | CNC knife or water jet |
| Neoprene | 0.2–0.4 mm | CNC blade or die |
| Foam (PU/EVA) | 0.5–0.8 mm | Oscillating knife |
| PTFE Sheet | <0.1 mm | Laser or die |
Conclusion

Choosing the right cutting method and controlling compression are essential to produce high-tolerance gaskets that seal right every time.
Insight: What cutting methods are best for high-tolerance gasket production?
Gasket production isn’t just about speed—it’s about sealing performance. From my experience consulting for aerospace and OEM manufacturers, precision is king. A 0.1 mm deviation might sound small, but in fluid sealing, it can lead to catastrophic leaks or part rejection.
Waterjet cutting is the gold standard for multi-material, high-tolerance work. It leaves zero heat-affected zones, perfect for composites and metal-reinforced gaskets. But here’s the catch—overuse of abrasives can roughen soft materials, so settings must be tuned for each material thickness.
CNC oscillating knives shine in foam, rubber, and elastomer applications. They slice without compression and don’t distort edge geometry. Pro tip: combine vacuum hold-down with a light cut pressure to reduce material shift and spring-back.
Laser cutting, while precise, requires caution. It excels on thin PTFE or fiber-based gaskets but may cause edge burn on thicker rubbers. That’s why top-tier shops use lasers with fume extraction and thermal compensation algorithms.
Die and rotary cutters still have their place—but only when matched with calibrated pressure and sharp tooling. Smart manufacturers log real-time toolwear and cut deviation to maintain ISO part conformity.
Bottom line? Tool choice isn’t just about cut quality—it determines whether your gaskets pass QC or go straight to scrap.
Suzhou Haoxinhe Electrical Equipment Co., Ltd. offers a full line of CNC gasket cutting machines with servo control and programmable depth settings. Their equipment reduces compression errors and maintains precision across soft and rigid materials—ideal for demanding gasket applications in automotive, HVAC, and industrial sectors.







{kind=link}
{kind=link}
{kind=link}
{kind=link}